
PLC控制工业机械手加工自动线设计

摘 要
本文主要介绍以模拟生产实际的自动线为对象,通过齿轮的设计、螺栓的选择、步进电机的选择、利用电子、机械、检测技术融为一体的PLC控制技术,实现自动线的上料、输送、夹紧加工、转位、夹紧加工、松卸多种动作的加工自动线设计。实现PLC控制的多样性和柔性化控制要求,其中包括PLC的选型、通过齿轮的设计、螺栓的选择、步进电机得选择、系统的运行方式、步进电动机的PLC控制、工业机械手的PLC控制。
关键词: PLC 步进电动机 工业机械手
ABSTRACT
The main introduction of this text regards producing the real transfer machine in simulation as the target , Through the design of gear bolts selection,utilize control technology of PLC that the electron, machinery, detection technique combine together, realize variety and flexibility that PLC controls control and require,Including the selecting type of PLC, Gear Design,Bolt selection,systematic operation way, PLC which walks into the motor controls, PLC of the industry manipulator controls
Key words :PLC walks into the motor industry manipulato [资料来源:http://doc163.com]
系统的运行方式
用PLC构成的控制系统有三种运行方式,即自动、半自动和手动。
1.自动运行方式。自动运行方式是控制系统的主要运行方式。这种运行方式的主要特点是在系统工作过程中,系统按给定的程序自动完成被控对象的动作,不需要人工干预。系统的启动可由PLC本身的启动系统进行也可由PLC发动启动预告,由操作人员确认并按下启动响应启动响应按钮后,PLC自动启动系统。
2.半自动运行方式。这种运行方式的特点是系统在启动和运行过程中的某些步骤需要人工干预才能进行下去。半自动方式多用于检测手段不完善,需要人工判断或某些设备不具备自控条件需要人工干涉的场合。
3.手动运行方式。手动运行方式不是控制系统的主要运行方式,而是用于设备调试、系统调整和特殊情况下的运行方式,因此它是自动运行方式的辅助方式。与系统运行的方式的设计相对应。
工艺要求
加工自动生产线的工艺要求是以机械加工自动线为对象,实现自动线的上料、输送、夹紧加工、转位、夹紧加工、松开、卸料多种动作的模拟加工自动线设计。采用小型压缩机组(功率为10KW,气源压力为0.4~1.6Mpa,负载力80㎏、运动速度0-3m/min、控制精度在2mm以内、输送采用步伐式间歇方式,工作节拍在1分30秒~2分30秒内可调。)为动力,用小型气动元件、行程开关、接近开关、光电开关、可编程控制器(PLC)来实现动作要求。
[资料来源:http://doc163.com]
设备状况
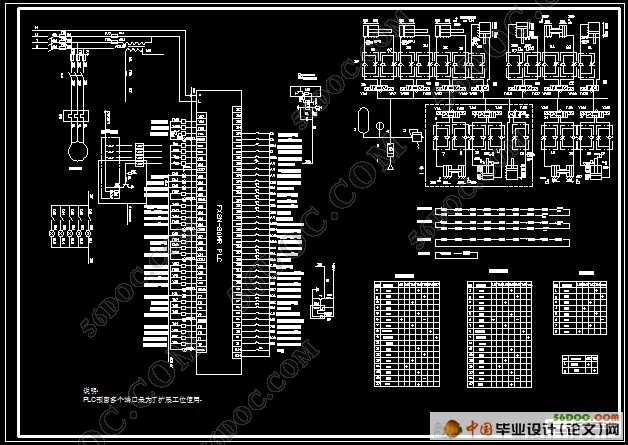
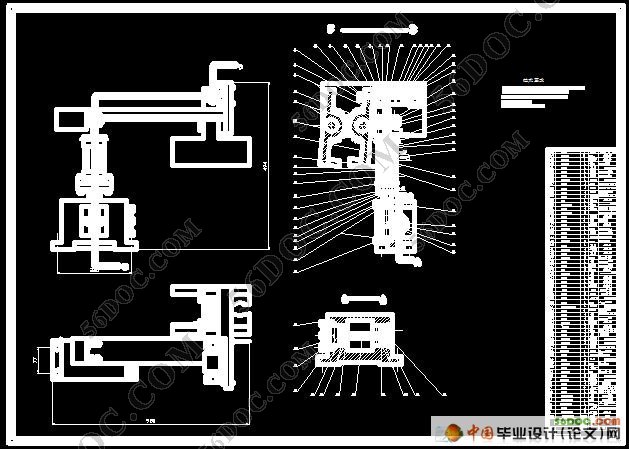
自动线的上料采用气缸的动作又由相应的电磁阀来控制。自动线的输送动作由步进电动机带动实现间隔输送,实现设计要求的输送状况。从输送带到夹紧加工过程是利用简单机械手(1)控制对象实现工件的加工,再利用机械手送回由步进电机控制的传送带上,继续下一个工位的操作。用简单机械手(2)实现工件的转位加工,用机械手(3)实现卸料的动手,至此完成整个生产线的动作过程。
其中机械手(1)、机械手(2)、机械手(3)的全部动作都由气缸驱动,其中上升、下降动作由上升/下降气缸完成;夹紧、放松动作由夹紧/放松气缸完成;右转、左转由右转/左转气缸完成。所有气缸的动作又由相应的电磁阀来控制。其中上升/下降气缸和左转/右转气缸分别由双线圈两位电磁阀控制。上升/下降、左转/右转分别上升/下降电磁阀、左转/右转电磁阀控制。机械手的放松/夹紧气缸由一个单线圈两位置电磁阀控制,当该线圈通电时,机械手夹紧,该线圈断电时,机械手放松。为了使机械手在工作过程中实现自动或半自动运行,选用限位行程开关(上升、下降、左转、右转位置控制)和光电开关(有工件检测)给相应电磁阀传递启动信号。 [资料来源:http://Doc163.com]

[资料来源:http://Doc163.com]
目 录 16000字
摘 要 1
ABSTRACT 2
第一章 PLC 的 概 述 3
1.1 PLC的定义及特点 3
1.2 PLC的应用及发展方向 4
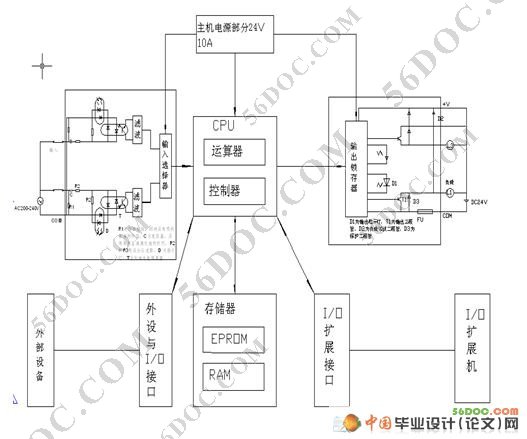
1.3 PLC的主要技术指标及组成 6
第二章 应用系统总体方案设计 8
2.1 PLC控制系统原理 8
2.2 系统的运行方式 8
第三章 系统硬件设计 10
3.1 工艺要求 10
3.2 设备状况 10
3.3 控制功能 10
3.4 齿轮的设计 11
3.5 步进电机的计算和选用 15
3.6 螺栓的选择 18
3.7 液压缸的组成以及设计步骤 20
第四章 系统软件设计 23
4.1 I/O点数和种类 23
[资料来源:Doc163.com]
4.2 根据I/0点数、CPU能力和响应速度选择PLC型号 23
4.3 现场器件与PLC内部等效继电器地址编号的对照表 28
4.4 PLC与现场器件的实际安装接线图 31
4.5 完整顺序控制程序结构安排 31
4.6 各模块程序设计 31
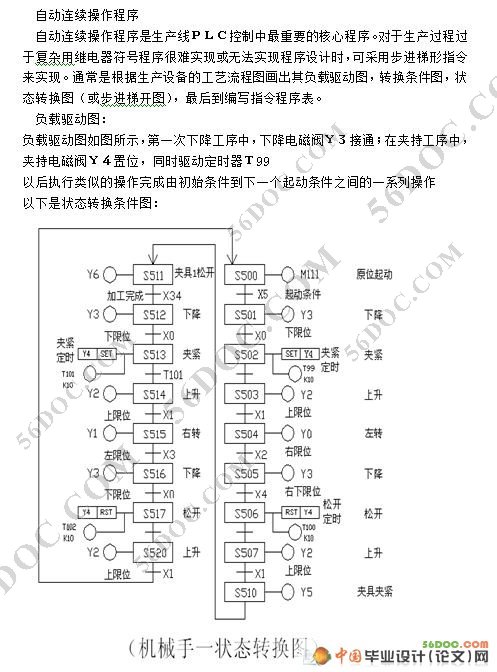
4.7 生产线控制总程序 37
致 谢 39
参 考 文 献 40