
基于S7-400的半仿真小锅炉系统控制设计
基于S7-400的半仿真小锅炉系统控制设计(任务书,开题报告,论文说明书13500字)
摘要
以往的过程控制实训装置,如MPCE-1000装置较陈旧,功能也不够多,不够精确,因此本文以南京工业大学电控学院的SMPT-1000设备为例,进行课题设计。该设备是在MPCE-1000基础上研制而来,具有装置简单易懂,操作容易,没有经常维修等问题。
控制器采用S7-400PLC,这也是一款中、高档的PLC控制器,在控制程序方面采用PCS7编程软件,具体为CFC编写子程序,SFC编写开车主程序,实现主程序调用子程序的功能。
课题设计中主要控制变量有温度、压力、液位以及流量,因为是反应是几种反应的混合放热反应,具体为反应物A与B在催化剂C的作用下的混合放热反应,会放出大量热量。所以温度是主要控制变量,下文会对这几个变量进行一一分析。
关键词:SMPT-1000 S7-400 PLC PCS7 PID 过程控制
Design of Semi-emulation Small Boiler System Control Based on S7-400
Abstract
The previous process control training devices, such as MPCE-1000 devices, are old, and their functions are not enough, and they are not precise enough. Therefore, this paper takes the SMPT-1000 equipment of Nanjing University of Technology as an example to design the project. The equipment was developed on the basis of MPCE-1000, with the device simple and easy to understand, easy to operate, without frequent maintenance and other issues. [资料来源:Doc163.com]
The controller adopts S7-400 PLC, which is also a medium and high-grade PLC controller. PCS7 programming software is used in the control program. Specifically, CFC programming subroutines are written, SFC prepares the main driving program, and the main program calls subroutine functions.
The main control variables in the design of the project are temperature, pressure, liquid level and flow rate, because the reaction is a mixed exothermic reaction of several reactions, specifically the mixed exothermic reaction of the reactants A and B under the action of the catalyst C, will be released A lot of heat. Therefore, temperature is the main control variable. The following will analyze each of these variables one by one.
KEY WORDS:SMPT-1000 S7-400 PLC PCS7 PID Process control
本课题主要工作
此次课题主要设备就是实验室的SMPT-1000,它是一款多功能过程控制实训装置以及西门子S7-400控制器。首先,我们需要先熟悉SMPT-1000的运行环境,了解其整个的工艺流程,控制系统的网络构建。因为需要多个反应物,所以就需要有一个反应容器,这个容器在此次实验中就是一个小锅炉,反应还需要一定的温度,同时,在反应时还会放出大量的热量,我们还需对这些热量进行回收利用,如对原料的预加热和给通用工程使用。一个稳定运行的理想锅炉,是可以提供很高的热效率,和减少对环境的污染,虽然国内目前已有很大进步,但相对于国外来说,仍有较大差距,要实现全部的自动控制还需很大努力[3-4]。为此我们急需设置出一套合理控制策略来提高产率。 [资料来源:www.doc163.com]
首先,我们需要先进行SMPT-1000和S7-400之间的通讯连接,S7-400和上位机之间的通讯连接,并编写程序不断进行仿真调试,直至设计出合理的控制方案,已达到节能减排,并最终提高产品出产率等目的。
[资料来源:www.doc163.com]

目 录
摘要 I
ABSTRACT II
目 录 III
第一章 绪论 1
1.1 研究背景及意义 1
1.2 锅炉控制系统的研究状况 2
1.3仿真设备的发展及其优点 4 [资料来源:http://Doc163.com]
1.4 本课题主要工作 5
第二章 连续反应控制系统的分析与设计 6
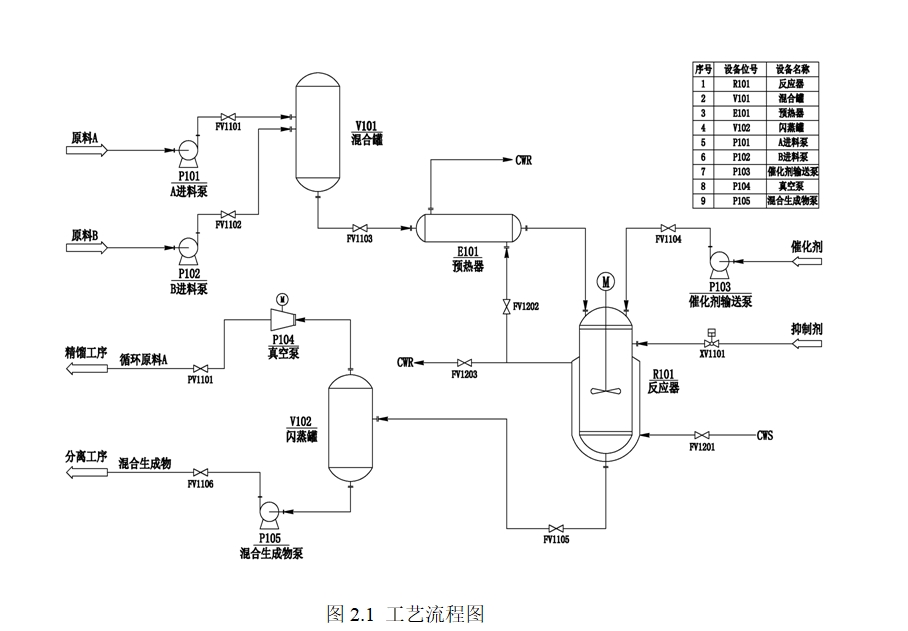
2.1控制对象工艺流程与简介 6
2.1.1 控制对象工艺流程 6
2.1.2工艺过程简介 6
2.2连续反应控制需求分析 7
2.3控制方案的设计 12
2.3.1混合灌进料流量比率控制设计 12
2.3.2混合灌液位控制设计 12
2.3.3预热器温度控制设计 13
2.3.4反应器温度控制设计 13
2.3.5反应器压力控制设计 14
2.3.6反应器液位控制设计 15
2.3.7闪蒸罐压力控制设计 15
2.3.8闪蒸罐液位控制设计 15
2.4 本章小结 16
第三章 系统硬件组态 17
3.1 西门子S7-400PLC简介 17
3.2 SMPT-1000仿真设备介绍 18
3.2.1 SMPT-1000仿真设备简介 18 [来源:http://Doc163.com]
3.2.2 SMPT-1000设备外观 18
3.2.3 SMPT-1000对外I/O接口及网络结构 19
3.2.4 五个高精度工业动态仿真模型系统 19
3.3 硬件组态 20
3.3.1 建立项目工程 20
3.3.2 PCS7硬件组态 20
3.3.3 操作员站组态 26
3.4本章小结 26
第四章 程序组态以及实时曲线 27
4.1 西门子PCS7编程软件介绍 27
4.2 SFC开车系统的设计 27
4.2.1 SFC开车步骤的介绍 27
4.2.2 SFC开车组态程序 29
4.3 CFC程序组态 29
4.3.1混合灌进料控制程序 31
4.3.2混合灌液位控制程序 32
4.3.3预热器温度控制程序 32
4.3.4反应器温度控制程序 33
4.3.5反应器液位控制程序 33 [来源:http://www.doc163.com]
4.3.6反应器压力控制程序 34
4.3.7闪蒸罐压力控制程序 35
4.3.8闪蒸罐液位控制程序 35
4.4 系统改进前运行状况显示 35
4.5 系统改进与优化 36
4.6 本章小结 37
第五章 总结与展望 38
5.1总结 38
5.2展望 38
参考文献 39
致谢 41 [资料来源:http://Doc163.com]