
E-15轴座冲压工艺与模具设计(含CAD零件图装配图)

E-15轴座冲压工艺与模具设计(含CAD零件图装配图)(任务书,开题报告,论文说明书12000字,CAD图7张)
摘 要
本文介绍的是E-15轴座冲压技术与模具设计,用到的是冲裁弯曲级进模,该模具结构较简单,功能清晰,使用可靠。
首先根据工件图尺寸算出工件展开尺寸,计算该零件的压力中心,材料利用率,并画出排样图;然后计算冲裁力和弯曲力,选择冲压设备;接着依据凸、凹模的制造方法和冲裁工艺方案计算出其刃口尺寸,根据零件的几何形状要求和尺寸大小,对凸、凹模进行结构设计;最后再计算出其他零部件的结构尺寸组装成装配图。撰写毕业设计说明书,完成部分零件图的绘制,毕业设计顺利完成。
本文主要是研究了冲裁弯曲级进模设计的全过程,并顺利的绘制出装配图,利用多工位级进模的精准高效的特点,得到要生产的零件。
关键词:冲裁;弯曲;级进模
Abstract
This work outlines the stamping process and mold design of an E-15 shaft part, in which the punching and bending progressive die was used. The mold structure is simple, functionally clear and reliable.
Firstly, we calculated the part expanding size, the pressure center as well as the material utilization, and then drew the layout of the E-15 shaft. Secondly, the blanking and bending forces were evaluated and the stamping equipment was chosen. Then, the edge sizes of the die & mould were calculated according to the manufacturing principles and process method. Meanwhile, the mold structure was designed based on the geometric shape and size of the shaft. Finally, we evaluated the structure and size of the other parts and finished the mold assembly and part drawings, followed by the writing of this project report.
As a summary, this project involves the whole design process of the punching and bending progressive die. The assembly and part drawings were plotted and finished via the CAD software. Based on these, the E-15 shaft part could be well designed and manufactured due to the precision and efficiency characteristics of the multi-station progressive die.
Key words: blanking; bending; progressive die
[资料来源:https://www.doc163.com]
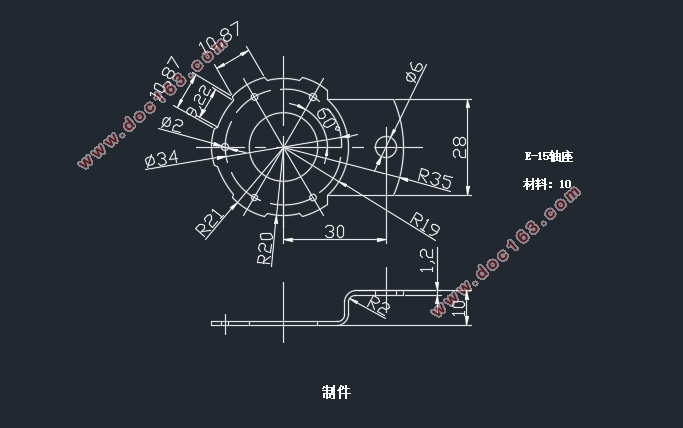
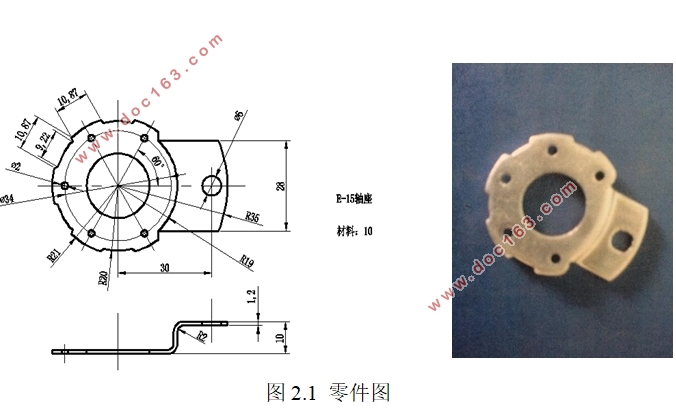
2.1 冲裁件工艺分析
1) 材料
材料为10钢,属于优质碳素结构钢,冷塑性变形能力好,常用来制作受力不大、韧性要求高的冲压件。该材料具有较好的冲压性能与弯曲性能。
2) 冲裁零件的尺寸公差和表面粗糙度
尺寸精度:零件图上面的尺寸都没有标注公差,是自由尺寸,因此可取圆形尺寸精度等级为IT11,取非圆形尺寸精度等级为IT13,查附表3-2[4],确定公差值。
内形尺寸:Φ2+0.06 0,Φ6+0.075 0,Φ20+0.13 0
外形尺寸:R20 -0.06 ,9.220 -0.22 ,100 -0.22 ,10.870 -0.27 ,R190 -0.13 ,R200 -0.13 ,R210 -0.13 ,280 -0.33,
Φ340 -0.16 ,R350 -0.16
孔心距:36.4±0.12 ,17±0.10
表面粗糙度:当零件厚度在1~2mm之间时,一般冲裁件表面粗糙度取Ra6.3um。
3) 工件结构
工件结构总体较简单,形状左右对称。10钢属于优质碳素钢,屈服强度较小,伸长率好,抗拉强度和抗剪强度较高,故工件坯料具有较好的加工工艺性[5]。
结论:此零件适合冲裁和弯曲。
2.2 冲裁工艺方案的确定
根据零件的工艺分析可知,其加工时有冲孔、落料、弯曲三道基本工序,按零件加工的可行方法,初定以下几种加工方案: [资料来源:www.doc163.com]
① 冲孔——落料——弯曲;单工序模冲压。
② 冲孔——弯曲——落料;单工序模冲压。
③ 冲孔——落料——弯曲;复合模冲压。
④ 冲孔——弯曲——落料;级进模冲压。
方案①和②属于单工序模冲裁,压力机每次行程只完成一个冲压工序。由于零件生产时是大批量生产,尺寸精度要求较高,而这两种方案生产效率低,劳动强度大,操作不安全,故不宜采用。
方案③加工生产零件时零件制造精度和生产效率较高,但是定位精度比方案④低,故不采用此方案。
方案④为多工位级进模生产,只需要一套模具,提高了生产率,也有利于实现生产的自动化;虽然模具轮廓尺寸较大,制造复杂,成本较高,但是模具使用寿命长,制件精度高,生产效率高,有利于大批量的生产。级进模也多用于薄件冲压,此零件厚度为1.2mm,属于薄件,故方案④可行[6]。
综合以上四种方案,选用方案④为该零件的冲压加工方法。由零件的尺寸知,最小孔尺寸Φ2满足d≥1.3t=1.56mm;弯曲半径r=2满足r≥1.0t=1.2mm,故符合加工工艺条件。
冲裁时工位的确定:由于此零件为多工位级进模加工,故要确定每一工位的顺序,使模具结构尽可能简单,并且具有良好的加工工艺性,便于生产。此零件加工从右往左使用五个工位,分为:
[来源:http://Doc163.com]
1) 冲侧刃和Φ6的圆孔。条料送进时,侧刃进行粗定位,Φ6孔作为导正孔;
2) 冲Φ2和Φ20孔并切边,去除余料;
3) 空工位,为下一工位准备;
4) 弯曲坯料;
5) 落料并同时切断,得到零件。


目 录
摘 要 I [资料来源:Doc163.com]
Abstract II
目 录 III
第1章 绪论 1
1.1 研究目的及意义 1
1.2 国内模具工业的发展现状及趋势 1
1.2.1 国内模具工业的发展现状 1
1.2.2 国内模具工业的发展趋势 2
1.3 研究内容与任务 2
第2章 冲裁件工艺分析与方案的确定 3
2.1 冲裁件工艺分析 3
2.2 冲裁工艺方案的确定 4
第3章 模具的结构设计 5
3.1 模具类型的选择 5
3.2 定位方式的选择 5
3.3 卸料方式的选择 5
3.4 导向方式的选择 5
3.5 固定方式的选择 5
第4章 工艺设计计算 6
4.1 计算毛坯尺寸 6
4.2 冲裁件的排样、搭边与料宽 7
4.2.1 排样 7
4.2.2 搭边 7
[版权所有:http://DOC163.com]
4.2.3 条料宽度的确定 8
4.2.4 送料步距的确定 10
4.3 材料利用率的计算 10
4.4 模具压力中心的计算 12
第5章 冲裁工艺力的计算及压力机的确定 13
5.1 冲裁力的计算 13
5.2 卸料力及推件力的计算 14
5.3 弯曲力的计算 15
5.4 总冲压力的计算 16
5.5 压力机的确定 17
第6章 凸、凹模刃口尺寸的计算 18
6.1 凸、凹模刃口尺寸的计算原则 18
6.2 冲裁凸、凹模刃口尺寸的计算 18
6.2.1 冲孔凸、凹模的刃口尺寸 18
6.2.2 落料凸、凹模的刃口尺寸 21
6.3 弯曲凸、凹模尺寸的计算 21
6.3.1 自由弯曲时的回弹 21
6.3.2 弯曲模工作部分尺寸的计算 21
第7章 模具零件的设计 23
7.1 冲裁凸、凹模的设计 23
7.1.1 凸模的设计与校核 23
7.1.2 凹模的设计 25
7.2 模架与模柄的设计 27
7.2.1 上下模座 27
7.2.2 模柄 27
7.2.3 模具的闭合高度 27
7.3 其他零件的设计 28
7.3.1 卸料螺钉及弹簧的选择 28
7.3.2 紧固螺钉及定位销的选择 29
7.3.3 其他零件的设计 29
第8章 总结 31
参考文献 32
致 谢 33
上一篇:碳纤维复合材料无人机叶片的模压工艺与模具设计(含CAD图,SolidWorks三维图)
下一篇:叉形支座注射成型工艺与模具的设计(含CAD零件图装配图)