
盖板的模锻工艺及模具设计(含CAD零件装配图,UG三维图)
盖板的模锻工艺及模具设计(含CAD零件装配图,UG三维图)(任务书,开题报告,外文翻译,论文说明书14000字,CAD图8张,UG三维图)
摘 要
锻造技术与其它技术相比,其优点是材料利用率高、生产效率高、产品质量好。而精密锻造技术,作为一项新兴技术,更是备受关注。近年来,精密锻造技术飞速发展,已经变成了一门多种技术相结合的复合技术。本次门盖零件就采用锻造技术进行制造。针对门盖体积小,表面积大,外形结构简单,强度硬度要求高的特点,设备选用热模锻压力机,工艺为开式热模锻。首先根据零件图,利用软件绘制出锻件图,然后进行工步的选择,最终确定为制坯-预锻-终锻。然后进行坯料的选择和计算。之后进行了模具各部分的设计,设计完成后,应用UG10.0软件对该零件的模具部件进行了设计并进行了虚拟装配。利用Deform-3D软件对制造工艺进行了仿真模拟。应用AutoCAD软件画出模具的工程图。
关键词:门盖;开式热模锻;UG10.0;Deform-3D;AutoCAD
Abstract
Compared with other technologies, forging technology has the advantages of high material utilization, high production efficiency and good quality of products. As a new technology, precision forging technology is paid more attention. In recent years, the rapid development of precision forging technology has become a composite technology in a variety of fields. The part of this door cover is made of forging technology. In view of the small size, large surface area, simple structure and high strength and hardness requirements, the equipment selects the hot die forging press and the process is the open hot die forging. First, according to the parts drawing, the forging is drawn by the software, then the selection of the work step is carried out, and finally it is determined to be the billet preforging.Finish forging. Then the blank selection and calculation. After that, all parts of the die were designed. After the design was completed, the die parts of the part were designed and assembled by UG10.0 software. The mold is simulated by Deform-3D software. Use AutoCAD software to make the engineering drawing of mould.
[资料来源:http://Doc163.com]
Key Words:door cover;open hot die forging;UG10.0 ;Deform-3D; AutoCAD
锻造方案
由于门盖结构简单,而且应用于煤炭产业,对硬度强度有很高的要求,加上门盖的体积较大,为方便金属的流动,综合考虑,采用开式热模锻,具体的方案如下:下料—清除表层缺陷—镦粗制坯—预锻—终锻—切边—冲孔—后处理。
1.3.3 锻造温度
模具选用的材料为H-13钢(4Cr5MoSiV1),坯料的的材料选用为AISI-1035(35钢)。由于是热模锻,一开始要求对坯料进行加热,所以要确定始锻温度,根据钢的铁—碳合金相图可以知道,温度不能过高,否则会发生过烧现象导致材料的报废,温度也不能过低,导致金属的流动性不好,也不能改善金属的内部组织,不能改善金属的内部缺陷,起不到加热所想要的结果。根据所学习的专业知识以及翻阅相关的资料,我们知道,始锻温度应该比材料的固相线低,大约是150~250℃。另外,对于终锻温度也有几点要求,第一:在终锻前拥有一定的塑性使其有益于金属的变形。第二:终锻后的锻件拥有比较好的组织性能。所以终锻温度太高或者太低都会产生不同的不良影响。过高的话,晶粒粗大,会出现非正常组织。如果温度过低,锻件容易断裂,有加工硬化的现象。一般而言,终锻温度略高于再结晶温度,故采用1150℃。 [资料来源:http://Doc163.com]
[来源:http://www.doc163.com]
 [资料来源:Doc163.com]
[资料来源:Doc163.com] 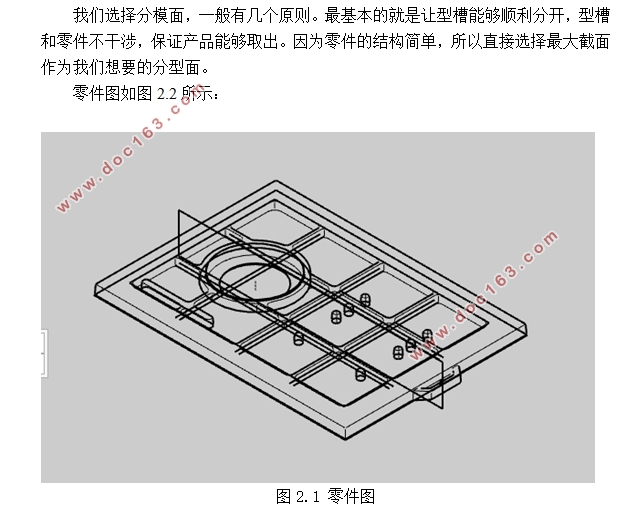

目录
第1章绪论 1
1.1研究背景、目的及意义 1
1.2国内外研究现状 1
1.2.1 国内研究现状 1
1.2.2国外研究现状 2
1.3 设计的基本内容、目标、技术方案及措施 2
1.3.1 设计的基本内容及目标 2
1.3.2 锻造方案 2
1.3.3 锻造温度 3
1.4 本章小结 3
第2章 工艺设计 4
2.1绘制锻件图的过程 4
2.1.1 确定分模位置 4
2.1.2 确定加工余量和公差 5
2.1.3 模锻斜度 5
2.1.4 圆角半径 5
2.1.5 技术条件 5
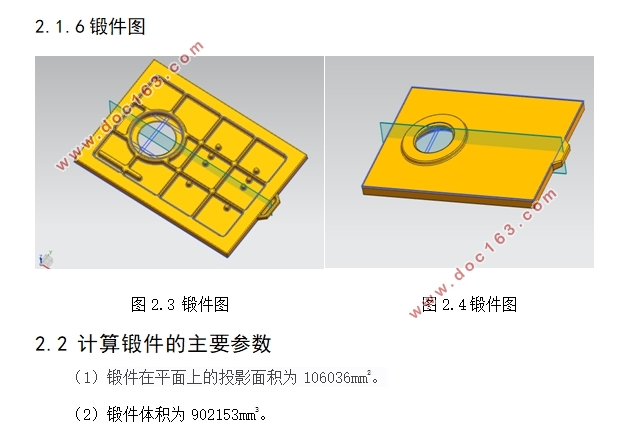
2.1.6 锻件图 6
2.2 计算锻件的主要参数 6
2.3 锻造设备类型的选用 6
2.3.1设备的选择 6
2.3.2 压力机公称压力的确定 9
2.4 模锻和制坯工步的选择 10
2.5 坯料计算 10
2.5.1 计算坯料的体积 10
2.5.2 计算坯料的尺寸 10
2.5.3 坯料的初步选定 10
2.6 本章小结 11
第3章 模具设计 12
[资料来源:http://www.doc163.com]
3.1 确定飞边槽形式和尺寸 12
3.2 型槽的设计 12
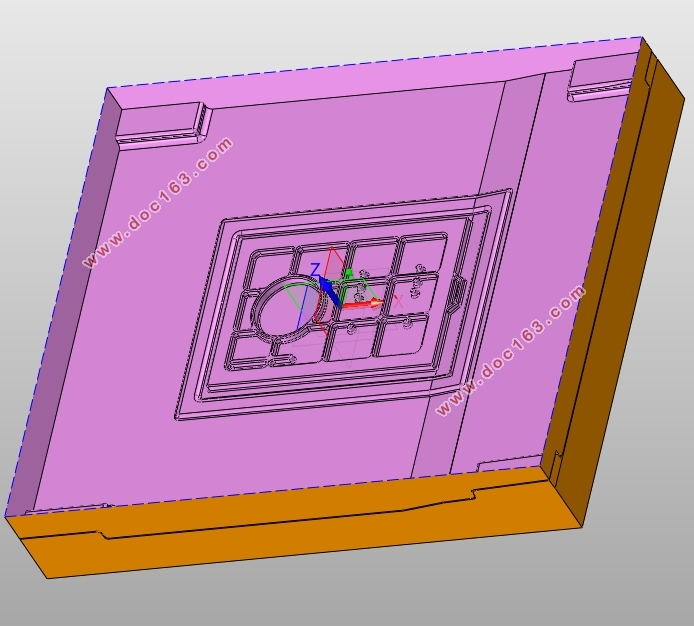
3.2.1 终锻工步及型槽的设计 12
3.2.2 预锻工步及型槽的设计 14
3.2.3 制坯工步及型槽的设计 16
3.3 模架的选择 17
3.4 模块设计 17
3.5 各部分高度尺寸 18
3.6 上下模板设计 18
3.7 垫板设计 19
3.8 顶出装置设计 19
3.9 导向装置设计 20
3.9.1 导柱 20
3.9.2 导套 20
3.9.3 衬套 21
3.9.4 刮圈 21
3.10 本章小结 21
第4章 模拟仿真 22
4.1 模拟前的准备 22
4.2 模拟制坯过程 23
4.3 模拟预锻和终锻过程 24
4.4 坯料的选择和优化 25
4.5 其它后处理分析 26 [资料来源:www.doc163.com]
4.6 本章小结 28
第5章 结论 29
参考文献 30
[资料来源:http://www.doc163.com]
下一篇:连接支杆注射成型工艺与模具的设计(含CAD零件图装配图)