
排气管垫片冲压模具设计(含CAD零件装配图,SolidWorks,IGS三维图)
资料介绍:
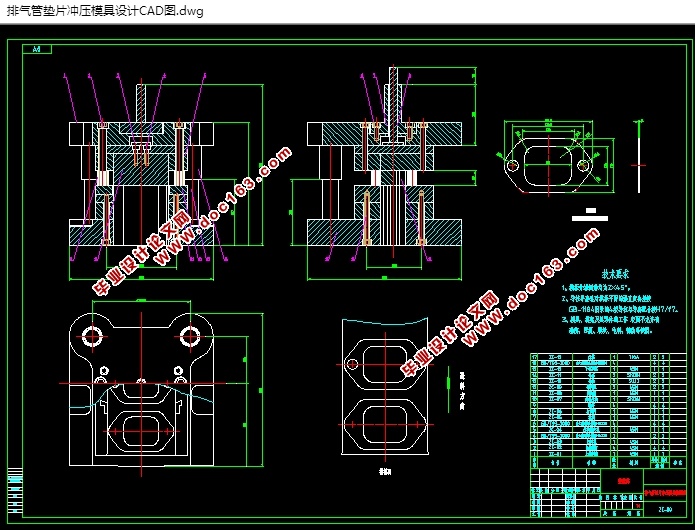
排气管垫片冲压模具设计(含CAD零件装配图,SolidWorks,IGS三维图)(论文说明书9000字,外文翻译,CAD图纸11张,SolidWorks三维图)
摘 要
本次设计的题目为排气管垫片冲压模具的设计。在本文中,通过借鉴传统冷冲压模具设计的全过程。其主要过程是从产品的设计流程出发,从而设计出针对该塑件的冲压模具。首先,通过对冲压模具进行分析,进一步了解冲压件的特性然后进行冲压模具的设计,前提是所选的冲压件必须适应冷冲压加工的要求。冲压工艺方案和结构的确定是为了进一步设计出冲压模具,并用于试样分析并求出重叠值,确定模具的压力中心,然后对冲压模具进行设计计算,定位部件选择和结构分析,并解决技术难题,最终通过AutoCAD绘图软件,绘制该冲压件的零件图纸和模具装配图。
关键词:冷冲压;排气管垫片;冲压模具设计
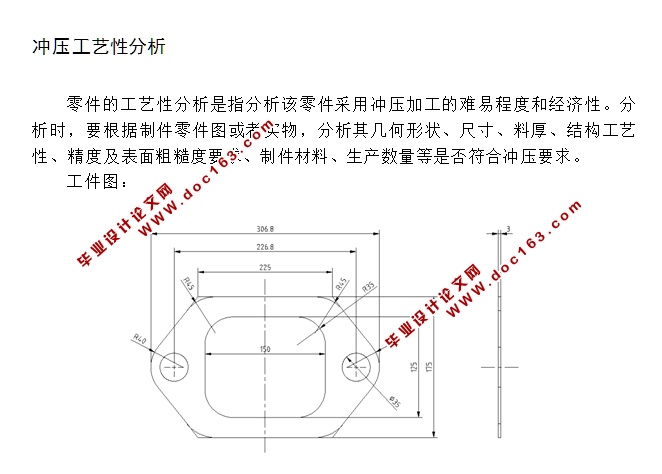
2.1 冲压工艺性分析
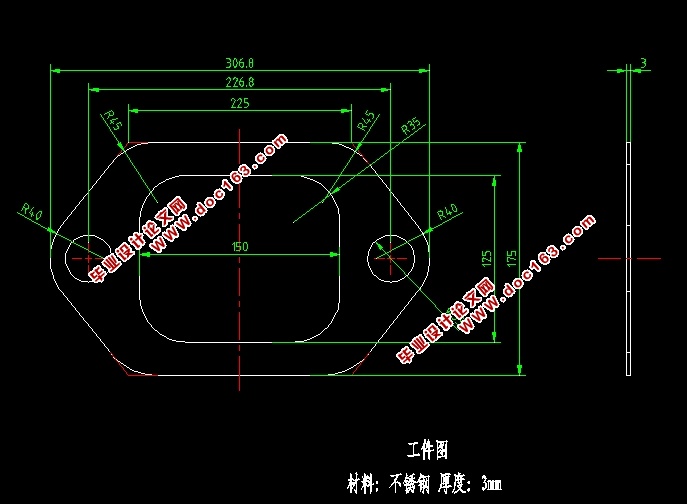
零件的工艺性分析是指分析该零件采用冲压加工的难易程度和经济性。分析时,要根据制件零件图或者实物,分析其几何形状、尺寸、料厚、结构工艺性、精度及表面粗糙度要求、制件材料、生产数量等是否符合冲压要求。
工件图:
[资料来源:https://www.doc163.com]
2.2 冲压工艺方案的确定
该制件采用大批量生产,主要包括落料,冲孔、切口、切断、弯曲几个基本工序,可以采用的工艺方案有:
(1)先落料,再冲孔,采用工序模生产
(2)落料—冲孔级进冲压,采用级进模生产
(3)冲孔—落料连续冲压,采用连续模(级进模)生产。
方案(1) 模具结构简单,制造周期短,成本低,但需要两道工序 ,两套模具才能完成该零件的加工。两套模具使成本相应的也提高了,生产效率低。难以满足零件大批量生产的需要。
方案(2) 采用级级进模冲裁时,生产效率高,操作方便,但误差较大,对于此冲件不合理。
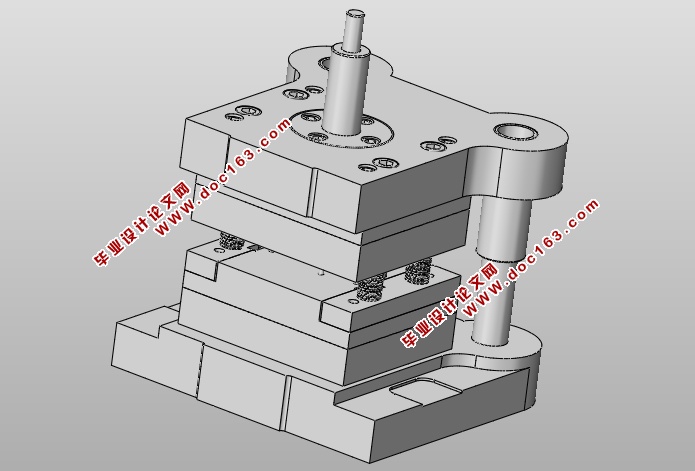
方案(3) 采用级进模冲裁,冲出的零件精度和平直度较好,生产效率高,并且可以节约成本。
通过以上分析得出该零件采用方案(3)级进模冲裁。
[来源:http://Doc163.com]
[版权所有:http://DOC163.com]

目 录
第一章 前言 6
1.1冲压模具的分类 7
1.2冲压加工的特点 7
1.3冲压模具的种类 8
[来源:http://www.doc163.com]
第二章 冲压工艺性分析及冲压方案的确定 10
2.1冲压工艺性分析 10
2.2冲压工艺方案的确定 11
第三章 排样设计及计算 11
3.1展开尺寸计算 12
3.2排样方案 12
3.3确定搭边值 13
3.4确定条料宽度计算利用率 13
第四章 冲裁力的计算及确定压力中心 14
4.1冲裁力的计算 14
4.2确定压力中心 15
第五章 冲裁工艺计算 16
5.1选择双面间隙 16
5.2冲裁模刃口尺寸计算原则 16
5.3冲孔和落料刃口尺寸计算 17
第六章 各零件结构尺寸 18
6.1凹模的设计 18
6.2凸模设计 18
6.3 凸模凹模的材料选定 19
6.4 凸模固定垫板的设计 19 [来源:http://Doc163.com]
6.5 卸料部分的设计 19
6.5.1 卸料装置 20
6.5.2 推件和顶件装置 20
6.5.3 橡胶的选用 21
6.6 模架、模座和导柱导套 23
6.6.1 模架类型 24
6.6.2模座 25
6.6.3导柱与导套的选用 26
6.6.4模柄的选用 27
结论 78
参考文献 29
致 谢 30
[资料来源:http://www.doc163.com]
下一篇:三孔面板插座塑料模具设计(含CAD零件装配图,UG三维图)