
CA6140车床经济型数控改造的设计(含CAD零件图装配图)

资料介绍:
CA6140车床经济型数控改造的设计(含CAD零件图装配图)(论文说明书25000字,外文翻译,CAD图7张)
摘 要
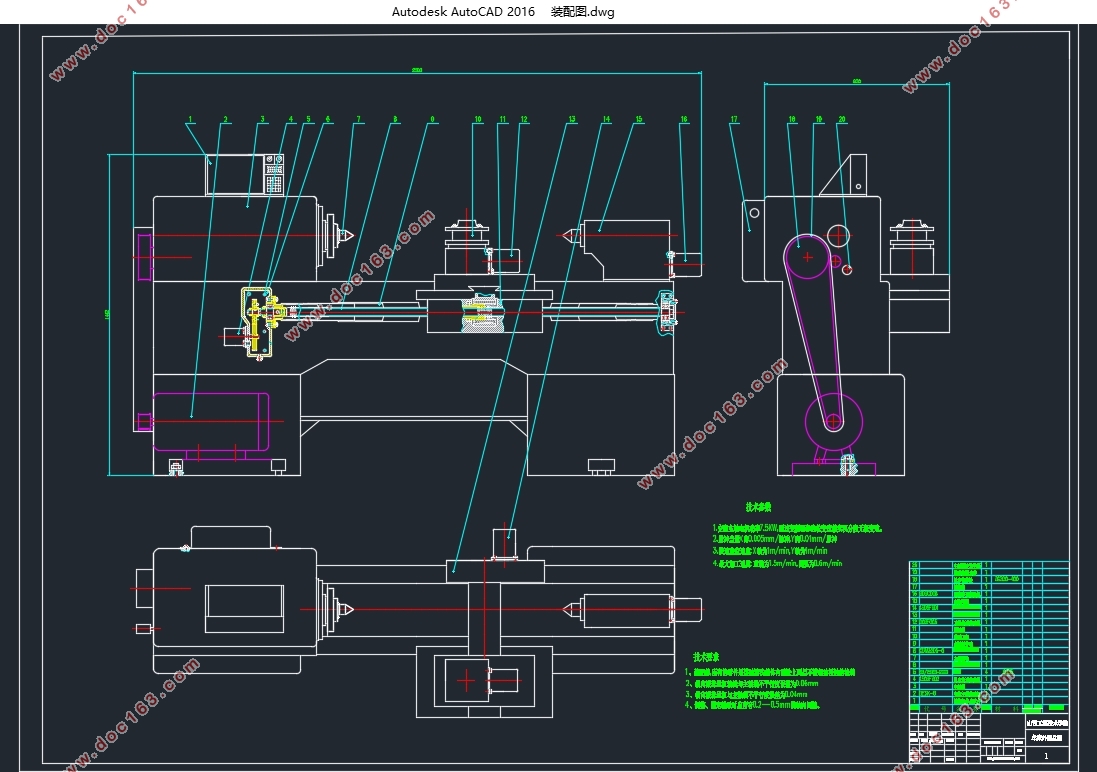
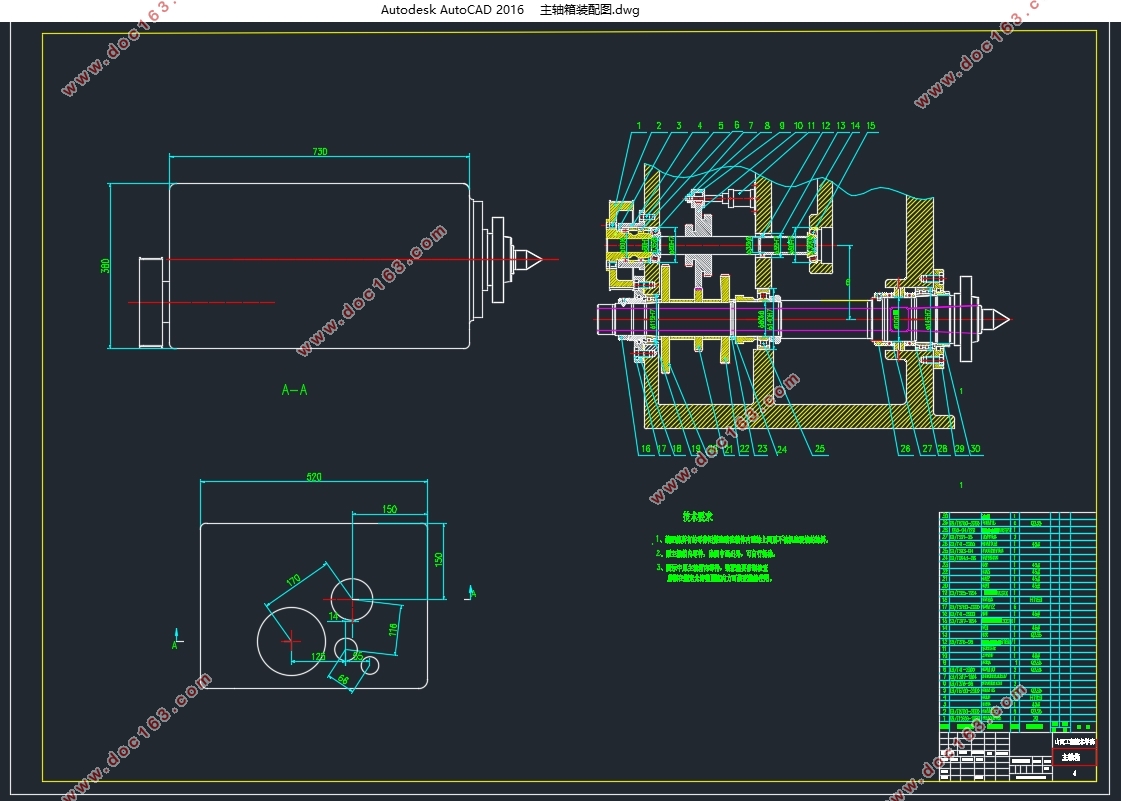
数控机床在机械制造业中发挥着巨大的作用,但数控机床一次性投资较大,对机床进行数控化改造不失为一个良策。本设计利用数控装置对CA6140普通车床进行控制,主传动系统部分采用交流调频主轴电动机经带轮及分级齿轮变速箱驱动主轴,通过变频器和齿轮变速箱实现分段无级变速;进给系统采用步进电机通过减速后驱动滚珠丝杠运动,在纵向进给系统中通过一级齿轮减速后驱动滚珠丝杠,在横向进给系统中通过二级齿轮减速驱动滚珠丝杠;刀架改为自动转位刀架(四工位)从而实现自动换刀;通过MCS-51系列8051单片机对数据进行计算处理,由I/O接口输出步进脉冲信号控制进给速度和行程;为了保持切削螺纹的功能,要在主轴外端或其它适当部位装上脉冲发生器;将车床的手动尾座改造成为可控电动尾座。
本次设计的数控改造为经济适用型,改造简单易行,可降低劳动强度,提高生产效率。主要介绍了CA6140普通数控车床的主轴系统的改进及机床纵向、横向进给系统的改造设计及计算。
关键词: CA6140车床;数控改造;滚珠丝杠;步进电动机
ABSTRACT
[资料来源:Doc163.com]
The NC machine plays a very great role in mechanical engineering.Although the investment needs a great deal of money,it is a good way to try digital modification for ordinary lathe.The spindle speed of CA6140 remains the manual function of shifting gears.The alteration is easy and it can reduce labor intensity
and improve productive efficiency. but the NC Machine larger one-time investment, NC machine tools for the transformation of a good after all. The design of the device using NC Lathe CA6140 control, part of the main transmission system using AC spindle motor and graded by the pulley driven spindle gearbox, through the inverter and gearbox to achieve sub; Feed System used by stepper motor driven ball screw slowdown after campaign vertical feed system through a gear after the ball screw drive, in the horizontal feed system through two gear-driven ball screw; Tool to automatically transfer tool carrier (4-position), thus achieving automatic tool change; by MCS-51 series 8051 data to be dealt with. from the I / O interface stepper pulse output signal to control the feed rate and itineraries; In order to maintain the function of cutting thread, to the outer end of spindle or other appropriate location loaded pulse generator; Lathe will be transformed into Tailstock manually controlled electric Tailstock. The design of the NC transformation of the economy - the application, transforming simple, can reduce labor intensity, improve production efficiency. Introduced a major economic NC machine tool servo system design. Expounded the CA6140 ordinary NC lathe spindle system improvements and vertical machine, horizontal feed system of the design and calculation. [资料来源:http://doc163.com]
Keywords:CA6140 lathe;digital modification;ball screw;stepping motor
[来源:http://www.doc163.com]

目 录
摘 要 I
ABSTRACT II
1 概述 1
1.1 经济型数控改造的实际意义 1
1.1.1 技术分析 1
1.1.2 经济分析 1
[资料来源:http://www.doc163.com]
1.1.3 市场分析 2
1.1.4 生产分析 2
1.1.5 综合分析 2
1.2 数控机床的工作原理 2
1.3 数控机床的特点及应用范围 3
1.3.1 数控机床的加工特点 3
1.3.2 数控机床的应用范围 4
2 经济型车床数控改造总体方案的确定 5
2.1 总体数控改造方案设计 5
3 主传动系统设计 6
3.1 概述 6
3.1.1 数控机床主传动系统的特点 6
3.1.2 数控机床主传动系统的设计要求 6
3.2 主传动系统的配置方式 6
3.2.1 主传动系统的主轴电动机的选型 6
3.2.2 交流主轴电机的调速 7
3.2.3 分级变速齿轮箱的传动系统设计 8
3.2.4 主传动系统组件的结构形式 11 [资料来源:www.doc163.com]
4 伺服进给系统的结构设计与计算 12
4.1 伺服进给传动系统 12
4.2 步进电动机及开环进给控制 12
4.2.1 步进电动机的驱动控制 13
4.2.2 步进电机的驱动放大电路 13
4.3 纵向进给系统的设计计算 16
4.3.1 设计参数 16
4.3.2 纵向进给切削力的确定 16
4.3.3 纵向进给滚珠丝杠螺母副的计算和选型 17
4.3.4 纵向进给减速齿轮的设计与校核 19
4.3.5 纵向进给步进电动机的计算和选型 21
4.4 横向进给系统的设计计算 24
4.4.1 横向进给切削力的确定 24
4.4.2 横向进给切削力的确定 24
4.4.3 横向进给滚珠丝杠螺母副的计算和选型 25
4.4.4 横向进给减速齿轮的设计与校核 27
4.4.5 横向进给步进电动机的计算和选型 30
[资料来源:Doc163.com]
4.5 滚珠丝杠的安装 33
4.5.1 滚珠丝杠的安装形式 33
4.5.2 滚珠丝杠轴承的校核 33
4.5.3 消除齿轮间隙的措施: 34
5 自动回转刀架的设计 36
5.1 自动回转刀架的设计 36
5.1.1 自动回转刀架步进电动机的选用 36
5.1.2 自动回转刀架的蜗轮蜗杆设计计算 37
6 电动尾座的设计 40
6.1 设计方案 40
6.2 电动尾座改造部分设计计算 40
6.2.1 电动尾座驱动电动机的选择 40
6.2.2 电动尾座用的齿轮设计 40
7 主轴编码器的设计 43
7.1 编码器工作原理 43
7.2 主轴编码器的安装 44
8 数控车床数控系统设计 45
8.1 概述 45
[来源:http://Doc163.com]
8.2 计算机数控(CNC)系统的简介 45
8.2.1 概述 45
8.2.2微处理器数控(MNC)系统的组成 45
8.3 CNC系统的硬件结构 45
8.3.1 单微处理机与多微处理机结构 45
8.4 CNC系统的软件 46
8.4.1 CNC系统软件的组成与功能 46
8.4.2 CNC系统软件的特点和结构 49
8.4.3 CNC系统软件结构的分类 50
8.5 CNC系统的工作过程 50
8.5.1 CNC系统的数据段历程 50
8.5.2 CNC系统自动工作时的总体流程 51
8.6 运动轨迹的插补原理 52
8.6.1 运动轨迹插补的概念 52
8.6.2 运动轨迹插补的方法 52
8.6.3 逐点比较法 53
结 论 60
参考文献 61 [资料来源:Doc163.com]
外文文献 63
中文翻译 72
致 谢 79
[资料来源:http://Doc163.com]
上一篇:全自动饺子擀皮机(制皮机)(含CAD零件图装配图,SolidWorks三维图)