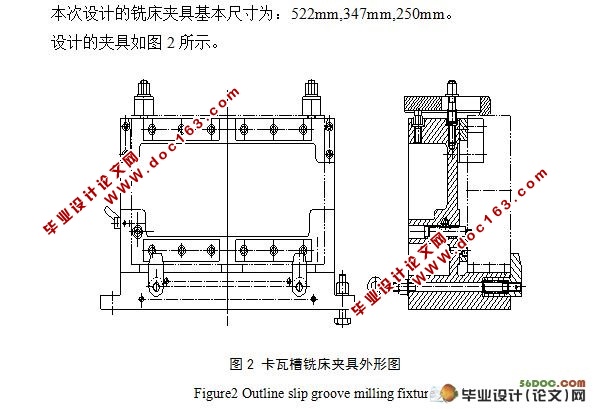
492发动机曲轴箱铣主轴孔卡瓦槽夹具设计

492发动机曲轴箱铣主轴孔卡瓦槽夹具设计(论文说明书14000字,16张cad图纸)
摘 要:为了加工出符合规定技术要求的表面,必须在加工前将工件装夹在机床上或夹具中。工件的装夹包括定位和夹紧两个过程。工件在夹具中定位的任务是:使同一工序中的所有工件都能在夹具中占据正确的位置。一批工件在夹具上定位时,各个工件在夹具中占据的位置不可能完全一致,但各个工件的位置变动量必须控制在加工要求所允许的范围之内。将工件定位后的位置固定下来,称为夹紧。工件夹紧的任务是:使工件在切削力、离心力、惯性力和重力的作用下不离开已经占据的正确位置,以保证机械加工的正常进行。
关键词:夹具;定位;夹紧;两面一销;
The 492 Engine Crankcase Spindle Hole Slip Slot Fixture Of Design
Abstract:In order to meet the technical requirements of the surface of the workpiece ,the workpiece must be processed in the machine or fixture before clamping .Workpiece clamping includes posi-tioning and clamping fixture . the task of Workpiece in the fixture positioning is : to make all the parts in the same process take in the correct location.in the fixture of a number of positioning the workpiece, the place each workpieces holds in fixture can not be completely consistent,but each change in posit- ion of the workpiece must be controlled amount of processing required within the scope permitted. Af-ter positioning the workpiece fixed position, known as clamping.the Purpose of clamping is: to make t-he workpiece in the correct location in spite of the function of cutting force, centrifugal force, inertial force and to ensure the normal machining. [资料来源:www.doc163.com]
Key words: fixture; location; intensify; sides of a pin
[资料来源:http://www.doc163.com]