
换档叉零件工艺规程及工序专用夹具设计(课程设计)
零件的分析
(一) 零件的作用
课题所给的零件是变速器的换档叉。换档叉头上方的孔Φ15.81F8与操纵机构相连,而下方的换档叉脚夹在双联交换齿轮的槽中,用于与所控制齿轮所在的轴接触。通过上方的力拨动下方的齿轮变速。两件零件铸为一体,加工时分开。
(二) 零件的工艺分析
零件图上的主要技术要求为:两叉脚口表面淬火至全厚硬度为45HRC。零件正火硬度 180HBS。去毛刺。
1、加工表面及其要求
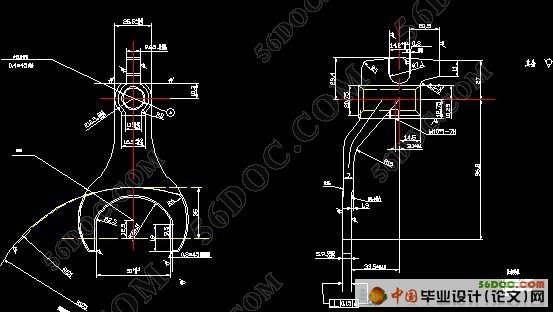
1)Φ15.81F8孔:孔径Φ15.81 mm,两端倒脚0.4mm×45°,表面粗糙度R 3.2 。
2)换档叉脚端面:保证尺寸56,表面粗糙度R 12.5 。
3)操纵槽:宽度为14.2 mm ,深度为18mm,对称面与换档叉头端面的距离为20.5mm,两侧面几底面的表面粗糙度为R 12.5 。
4)换档叉脚端面:厚度尺寸为5.9 mm,表面粗糙度R 6.3 ,对孔Φ15.81F8的垂直度为0.15mm,外端面与操纵槽的距离为33.5 mm。
5)换档叉脚内侧面:宽度尺寸为51 mm,表面粗糙度为R 6.3 。两端倒角0.8mm×45°。
工艺规程设计
(一)零件材料
零件为35钢,是中碳钢,其强度和球铁接近,其铸造工艺性介于低碳钢和高碳钢之间,可进行热处理,以获得所需要的机械性能。 [资料来源:http://doc163.com]
(二)毛坯选择
1、确定毛坯的类型及制造方法
由于零件的材料为35钢,零件形状不规则,因此应选用铸造毛坯。零件的轮廓尺寸不大,而且工件上有许多表面不切削加工,所以选用砂型机器造型。
2、毛坯的形状,尺寸及公差
毛坯的形状及尺寸如图1所示。选择过零件最高线且平行与换档叉脚对称面的平面作分型面,铸件采用带型芯的分模造型,多件同时浇注,钢水经两拔叉脚位置经横浇口流入.
由于该零件属特形零件,且利用不加工表面进行定位的情形较多, 所以确定铸件尺寸公差等级为GB6414-86的CT9,机械加工余量等级为AM-H.
3、确定毛坯的技术要求
1)铸件无明显的铸造缺陷
2)未注圆角为R3~5
3)拔摸斜度为7°
4)机加工前正火,消除内应力
4、绘毛坯图
根据零件图所示的零件结构形状,在各加工表面加上加工余量,绘制毛坯图
(三)基准选择
由于附图1所示的换档叉零件图多数尺寸及形位公差以φ15.81F8孔及其端面为设计基准,因此必须首先将φ15.81F8孔及其端面加工好,为后续工序准备基准.根据粗,精基准选择的原则,确定各加工表面的基准如下:
1) φ15.81F8孔及其端面:拔叉头的外轮廓及端面(粗基准)
[版权所有:http://DOC163.com]
2) 换档叉脚端面(粗加工): φ15.81F8孔及其端面
3) 换档叉脚端面(精加工): φ15.81F8孔及换档叉脚端面
4) 换档叉脚内侧面: φ15.81F8孔, 换档叉脚端面及换档叉脚外侧面
5) 操纵槽: φ15.81F8孔,操纵槽, 换档叉脚内侧面
(四)拟订机械加工工艺路线
1、确定各加工表面的加工方法及加工路线
该换档叉的加工表面为: φ15.81F8孔及端面, 换档叉脚的两侧面及内侧面,操纵槽, φ15.81F8孔.根据各加工表面的精度要求和表面粗糙度要求, 孔的加工路线为钻—樘—饺,端面的加工方法为车, 换档叉脚端面的加工路线为粗铣—磨, 换档叉脚内侧面的加工方法为铣削,操纵槽的加工方法铣削, φ15.81F8孔的加工方法为钻削.
2、拟订加工工艺路线
1)工艺路线方案一
工序一 车换档叉头端面,钻,镗,铰φ15.81F8孔,孔口倒角.
工序二 校正换档叉脚
工序三 粗铣换档叉脚两端面
工序四 铣换档叉脚内侧面
工序五 铣操纵槽
工序六 钻φ15.81F8孔
[来源:http://www.doc163.com]
工序七 去毛刺
工序八 换档叉脚局部淬火
工序九 校正换档叉脚
工序十 磨换档叉脚两端面
工序十一 清洗
工序十二 清洗检验
2)工艺路线方案二
工序一 车换档叉头端面
工序二 钻,镗,铰φ15.81F8孔
工序三 φ15.81F8孔口倒角.
工序四 校正换档叉脚
工序五 粗铣换档叉脚两端面
工序六 铣换档叉脚内侧面
工序七 铣操纵槽
工序八 φ15.81F8孔
工序九 去毛刺
工序十 换档叉脚局部淬火
工序十一 校正换档叉脚
工序十二 磨换档叉脚两端面
工序十三 清洗
工序十四 清洗
[资料来源:Doc163.com]
上一篇:CA10B解放牌汽车中间轴轴承支架夹具设计(课程设计)
下一篇:加工涡轮盘榫槽的卧式拉床夹具设计