
浅拉伸电池盖的工艺设计(含CAD零件图夹具图,工艺卡工序卡)

浅拉伸电池盖的工艺设计(含CAD零件图夹具图,工艺卡工序卡)(任务书,开题报告,论文说明书14000字,CAD图6张,工艺卡,工序卡)
摘要
本文针对浅拉伸电池盖工艺设计进行分析研究,根据产品的结构特点及技术要求,结合该零件的冲压工艺难点,同时考虑到产品生产效率的提高以及制造成本的降低,制定了多种冲压成形方案,经过多种方案的比较分析,最终确定了最优的冲压成形方案。同时运用pro E完成产品冲压过程中的受力分析和Spring-back analysis(回弹分析)以及相关的工艺参数计算,以此设计选择相关冲压模具结构和冲压设备。并运用Auto CAD绘制了落料模、冲孔模等相关的模具的装配图以及相关产品图纸。根据产品表面外观要求,结合金属表面处理技术要求和生产制造成本,确定冲压成型之后的表面处理工艺流程。对相关的表面处理工艺进行详细说明,从而得到浅拉伸电池盖最终的完整工艺流程。针对各个工艺编写工艺操作规程以及工艺控制要求。
关键词:工艺设计;成形;喷砂;阳极氧化
Abstract
According to the structural characteristics and technical requirements of the product, combined with the stamping process of the parts, and taking into account the improvement of the production efficiency and the reduction of the manufacturing cost, a variety of press forming has been developed. Program, after a variety ofcomparative analysis of the program, and ultimately determine the optimal stamping process. At the same time the use of pro E finished product stamping process of stress analysis and Spring-back analysis (springback analysis) and the relevant process parameters calculation, in order to design and select the relevant stamping die structure and stamping equipment. And use Auto CAD to draw the blanking mold, punching die and other related mold assembly diagram and related product drawings. According to the appearance of the product surface requirements, combined with metal surface treatment technical requirements and manufacturing costs, to determine the surface after the stamping process. The detailed surface treatment process is described in detail, resulting in a complete process flow of a thin draw cell cover. Process procedures and process control requirements for each process.
Key Words:Process design; forming; sandblasting; anodizing
对于具有良好工艺性的弯曲件,除了能简化弯曲工艺过程和模具设计,而且还要能提高弯曲件精度和节省原材料。弯曲件的工艺性分述如下:
弯曲件孔边距离原则
对于弯曲有孔的毛坯,如果孔位位于弯曲区区域附近,则弯曲时孔的形状会随之产生变形,以此为了避免这种缺陷,则必须让孔位位于变形区之外[5],所以需要满足下列条件,从孔边到弯曲半径r中心的距离取为:
当t<2mm 时,s≥t;
当t≥2mm 时,s≥2t;
若不满足时,则需要先压弯成型后冲孔。
由零件设计图纸可以得出,在工件的弯曲区上存在有小孔。
最小弯曲半径原则
弯曲时弯曲半径愈小,板料外表面变形程度愈大,则板料的外表面变形可能超过材料的最大许可变形而发生裂纹。因此,弯曲工艺受到最小弯曲半径的限制。在此工件的弯曲半径很大(相对于工件厚度而言),因此弯曲工艺未受到最小弯曲半径的影响。
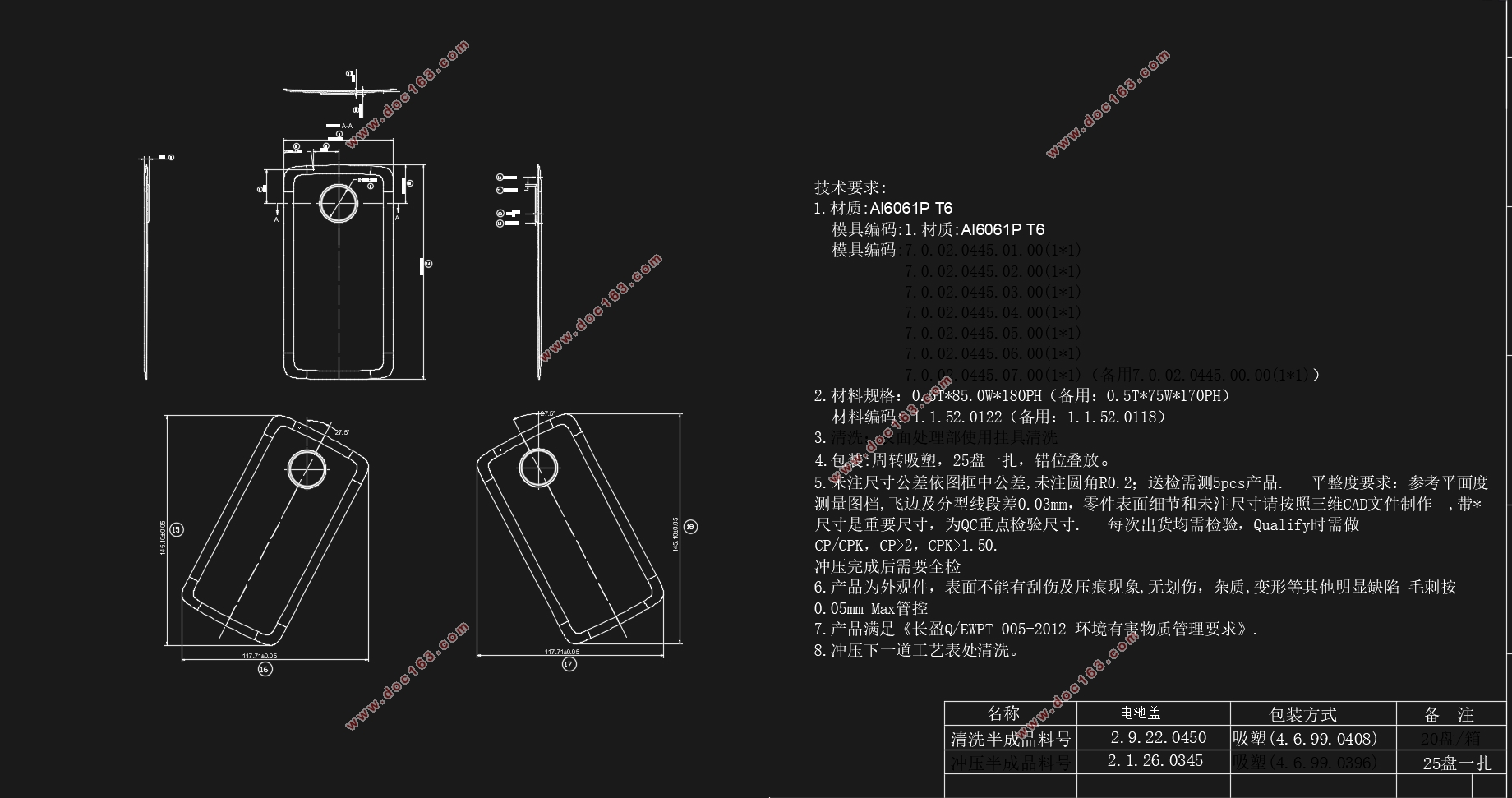
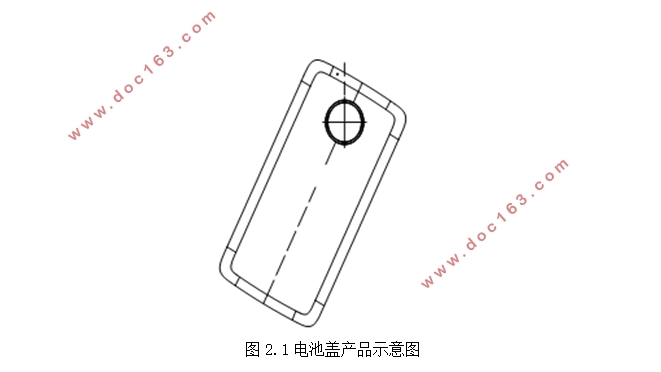
由零件简图可知,此工件的形状简单对称,无尖角,在落料冲裁中的特征形状均由圆弧和直线组成,没有存在过长的悬臂以及狭槽,零件的冲压宽度要远大于两个料厚,零件的四周弧度边,可以通过3D成型加工,零件的小孔以及冲压拉伸的孔的精度要求不高,虽然四周的弧度边的成型加工具有一定的难度,但是其可以通过调整模具精度来实现。综合得知,该零件的加工工艺涉及到落料、冲孔、切边等工序,该零件为矩形件,最大尺寸为135.55mm,形状简单且对称,适合冲压加工。 [资料来源:http://www.doc163.com]
选材分析:Al6061 T6
6061铝合金,主要元素为镁和硅,它具有极好的加工性能,优良的焊接特点和电镀性,良好的抗腐蚀性[6]。不仅密度低,材料致密,不易变形,可成形性良好,而且具有极佳的氧化效果、易于抛光、上色膜容易和良好的韧性等优良特性。就目前市场而言,大约有2/3的挤压铝材是运用的6000系列合金生产。运用6061铝合金作为浅拉伸电池盖的原材料,其优点在于轻,密度小,且强度高,更易吸收冲击力,且6061铝合金适宜变形加工,而且对强度要求不高。
[版权所有:http://DOC163.com]
目录
摘要 I
Abstract II
第1章 绪论 1
1.1国外研究现状分析 2
1.2 国内研究现状分析 2
第2章 工艺方案设计 4
2.1零件工艺分析 4
2.2确定加工方法 5
2.3确定工艺方案 6
第3章 关键工艺过程分析 7
3.1冲压工艺设计 7
3.1.1确定产品冲压工序 7
3.1.2冲压设备的确定 12
3.2 喷砂工艺 23
3.2.1抛光 23
3.2.2 喷砂 23
3.3阳极氧化 26
3.4 CNC加工 29
3.4.1 高光倒角 29
3.4.2 耳朵位切除 29
3.5 组装、包装 30
第4章有限元分析 31
4.1弯曲回弹 31
4.2料厚分布 33 [资料来源:Doc163.com]
总结与展望 35
参考文献 36
致 谢 37 [资料来源:www.doc163.com]
下一篇:制动器内外制动钳体机械加工工艺与工艺装备设计(含CAD图)